Pontcysyllte Aqueduct and Canal World Heritage site
Patterns
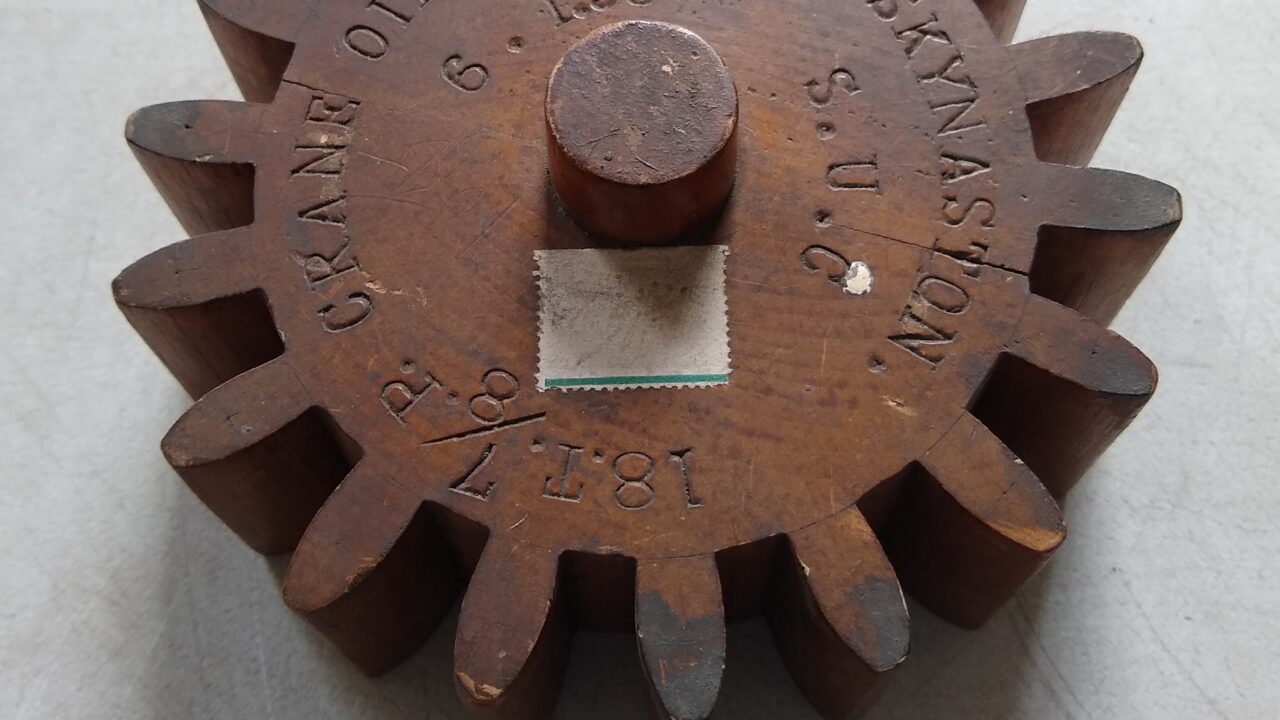
Historic templates to keep the canal in working order. This pattern tells us about a disappeared part of the canal’s history. It is the only surviving evidence of a crane which operated on the Plas Kynaston branch canal. The Oil Works were part of the Graesser chemical works but in 1896 the crane was owned and maintained by the Shropshire Union Canal Company.
Canals are working entities. They are used every day and exposed to all sorts of weather. Structures are bumped, rubbed and worn by passing boats, pedestrians or just the day-to-day wear of their normal use. This takes its toll and parts need to be replaced from time to time.
To make sure that replacement parts made from cast iron are exactly the same shape and size, patterns are made. Patterns are wooden forms that have been carved to look like the iron object needed. They are packed into boxes of a special sand mixture and then removed to leave a hollow in their shape. Molten iron is poured into the shape to form the object needed.
Patterns can be used over and over again, and always produce the same result. This meant that cast iron could be used for mass-production. Wrought iron is worked from bars by a blacksmith and is usually more time consuming, although it has its uses for certain jobs.
Patterns are especially helpful for producing replacement parts in machinery. Moving parts are the most likely to wear out and an identical piece can be made from the pattern. Other patterns were used for casting generic items found along canal banks, such as mooring posts, sluice paddles and lock gate fittings.
The different stages of creating a mould from a pattern, pouring the iron and finishing the object are shown in this film from a foundry in Durham, England.
More Information About Patterns
To make a cast, the pattern is put into a wooden box called a flask. A special mixture of damp sand and clay is packed around the pattern and rammed firm. The clay in the sand allows it to hold its shape around the pattern to form the mould.
Filling flask: Courtesy of TOPP and Co Ltd
The flask is turned over and the pattern is removed, leaving its shape in the sand. The surface of the mould is sprayed with oil, which is then burned off. This makes a glaze on the surface, giving a smooth finish to the casting.
Spraying mould: Courtesy of TOPP and Co Ltd
To make the complete shape of the object, two moulds are brought together. They are called the cope and the drag. A funnel-shaped hole called the cup is made into the cavity formed by the moulds. This is where the molten iron will be poured.
Mating cope and drag: Courtesy of TOPP and Co Ltd
The iron is heated to 1204 degrees Celsius (2200 degrees Fahrenheit) and poured from a ladle into the mould. When the iron has cooled and solidified, the sand is broken away. Waste pieces of metal on the object, called sprues, are cut away with a hacksaw or filed down.
Pouring iron: Courtesy of TOPP and Co Ltd
There are two patterns for the railing uprights on Pontcysyllte Aqueduct, although you can only see the difference where they run along the canal bank. Every third post has a foot which fixes under the bed of the tow path. The next two posts simply slot into holes on the edge of the trough.
In Chirk Tunnel the posts supporting the handrail became corroded in the damp conditions. They were deemed unsafe and replaced in 2003. A new pattern was produced from the original design and each mould was also stamped with the date, which appears in relief on the new posts.
A blacksmith works with wrought iron; manufacturing equipment, tools and decorative items from bars and rods of metal, heated and beaten into shape. The blacksmith at Ellesmere maintenance yard still uses the forge built there in the mid-nineteenth century. Although now an independent worker, he still produces some metalwork for the canal.
The plates that form the trough of Pontcysyllte Aqueduct were made from cast iron but the nuts and bolts holding them together were made from wrought iron. When the aqueduct was built, bolts were still made by hand rather than machines. If bolts needed replacing during the 2005 refurbishment, the replacements were also handmade.
Slight variations in objects manufactured by hand mean that no two are exactly the same size, even if they follow the same design. Patterns are marked with the location they are to be used at, as they may not fit a similar object on another part of the canal.
The Pattern Store at Ellesmere maintenance yard contains over 1200 different patterns for fixtures from the Llangollen, Montgomery and Shropshire Union Mainline canals. The earliest dates from 1869. Others have been made as recently as this century to replace those now worn out or lost.
Many of the patterns at Ellesmere are for cogs or gears. These are the toothed wheels that regulate speed and transmit motion in machinery. Because they are used frequently and rub against other parts, they wear out and need to be replaced. The patterns are often for gears used in wharf cranes.
Cranes were used at many wharves along the canal. They were used for loading and unloading heavy and large goods from boats. These cranes were usually winched by hand, but some were powered by steam engines. Most cranes have been dismantled but examples are preserved at Llangollen Wharf and Ellesmere.
Although most of the patterns in the Ellesmere store are small and stored on shelves, some of them are enormous. They include frames for lock paddles and engine wheels, as well as these beams for cranes, which can weigh several tons when cast in iron.
As well as being used for canal repairs, the patterns are an historic collection. Between December 2017 and September 2018, volunteers spent over 800 hours carefully cataloguing them. Each pattern was checked, numbered and photographed. The volunteers took over 2,000 photographs and added around 1,500 records to the National Waterways Museum database.